Page 17 - Tek Galvaniz Product Catalogue
P. 17
S›cak Dald›rma Galvaniz / Hot Dip Galvanizing S›cak Dald›rma Galvaniz / Hot Dip Galvanizing
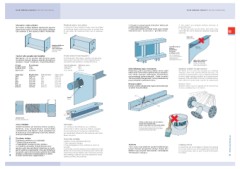
Al›n saclar›, taban plakalar› Forehead sheets, base plates 4. Dengeli ve uygun kaynak yöntemleri kullanarak 4. Use stable and suitable welding methods to 01 Tek-Galvaniz Ürün Katalo¤u
gerilim birikmesini önleyin. prevent tension.
Al›n saclar› ve taban plakalar› malzemenin galvaniz A minimum 12mm diameter holes must be drilled 5- Genifl aç›k imalatlar ve tanklar geçici çapraz destek 5. Broad and open productions and tanks may
banyosundan ç›k›fl› s›ras›nda çinko ak›fl›n› sa¤lamak on forehead sheets and base plates to enable flow elemanlar›n›n kullan›m›n› gerektirebilir. neccesate the use of temporary diagonal supporting
için minimum 12 mm çap›nda delikler delinmelidir. of zinc when the material comes out of galvanize elements.
pool.
A¤›r profil
Heavy profile
Mümkün oldu¤unca Simetrik kesitlerin ‹nce sac
delik köflelere kullan›m› Thin sheet
yak›n delinmelidir. galvanizleme
s›ras›ndaki Kal›n ve ince malzemeyi
must be drilled çarp›lmay› azalt›r. birlikte kullanmay›n.
close-by Do not use thin and
Use of symmetric thick material together.
Hareket eden parçalar için boflluklar Empty spaces for moving parts cross-section reduces
collisionduring
Mentefleler, mil ve yataklar gibi birbirine geçen In locking parts like hinges, spindles and bearings galvanization process
parçalarda galvaniz kaplama kal›nl›¤› düflünülerek some spaces must be left in the manufacturing
gereken imalat boflluklar› öngörülmektedir. considering the galvanize coating thickness.
Mil çap› En az boflluk Spindle diameter Minimum space Galvanizlemeye uygun malzemeler Materials suitable for galvanization
10 mm’ye kadar 1 mm Upto 10mm 1mm Paslanmaz çelik ve gerilimsiz döküm cinsler dahil All kinds of iron and steel products, including
10-30mm aras› 2 mm 10-30mm 2mm bütün demir çelik ürünleri galvanizlemeye uygundur. stainless steel and casting without tension, are
30mm üzeri 2-2.5 mm Over 30mm 2-2.5mm Sert lehim kayna¤› yöntemiyle birlefltirilmifl suitable for galvanization. Also, materials attached
malzemelerde galvanizlenebilir. Fakat önceden by hard solder welding method can be galvanized.
Anma Çap› Boflluk (mm) Drill Diameter Space (mm) TEK-GALVAN‹Z’e dan›fl›lmal›d›r. Yumuflak lehimlenmifl However, TEK-GALVANIZ must be consulted before.
parça birleflimleri galvanizlenemez. Soft soldered connections cannot be galvanized.
M24 0.45 mm M24 0.45 mm Kaynak curuflar› Welding cinders
M27 0.50 mm M27 0.50 mm Welding cinders have to cleaned out by hammering,
M30 0.55 mm M30 0.55 mm Kaynak curuflar› çekiçlenerek, tafllanarak, kumlanarak stoning, sandblasting or by flames.
M36 0.60 mm M36 0.60 mm ve alevle temizlenmelidir.
M36-48 0.80 mm M36-48 0.80 mm
M48-64 1.00 mm M48-64 1.00 mm
Boflluk
Space
Tolerans› artt›r
Increase the tolerance
Parça etiketleri Part labels Döküm ve di¤er demir çelik cinslerinden
oluflan pasl› veya tufal kapl›
Sürekli tan›mlama için malzeme üzerine oyulmufl, For continous identification, use a labeling ürünler galvanizleme öncesi kumlanmal›d›r.
delinmifl veya kaynaklanm›fl numaralama system that is either engraved, drilled or welded
sistemlerinden birini kullan›n. Geçici tan›mlama için on each material. For temporary identification, Rusty or tufa coated cast iron or other
de malzemeye tel ile ba¤lanm›fl metal etiket kullan›n. use metal labels attached to the materials with wires. iron and steel products have to be sand
Asla boya kullanmay›n Never use paint. blasted before galvanization.
Tek-Galvaniz Ürün Katalo¤u Çarp›lmay› önleme Preventing collision
Çarp›lma flu flekilde en aza indirilebilir. Collision can be minimized like this:
1. Use symmetric designs
1. Simetrik tasar›m kullan›n 2. Use homogenous cross sections as much as
possible
2. Olabildi¤ince homojen kesitler kullan›n 3. By giving accurate shapes to the components that Ask›lama Hanging method
will be connected and preventing tension during the
3. Birlefltirme elemanlar birleflterilmeden önce connection process (Before the connection process Zincir, kanca veya baflka bir aparat ile dald›r›lmaya In parts that are not suitable to dipping by hanging
with welding, materials must be prepared to avoid uygun olmayan parçalarda oldukça büyük ask› to a chain, hook or any other apparatus, there must
gereken flekle tam getirilerek birlefltirme s›ras›nda rubbing, pulling, and pushing) delikleri veya parçalar› bulunmal›d›r. Gerekti¤inde be very big hanger holes or parts. Consult Tek-Galvaniz
Tek-Galvaniz’e dan›fl›n›z. if needed.
gerilim y›¤›lmas› engellenebilir. (Kaynakl› birlefltirme
öncesinde, malzemelerin birbirine çektirilmeden e¤ilip
36 bükülüp zorlanmadan kaynaklanabilecek flekilde 37
önceden haz›rlanmas› sa¤lanmal›d›r.)
Al›n saclar›, taban plakalar› Forehead sheets, base plates 4. Dengeli ve uygun kaynak yöntemleri kullanarak 4. Use stable and suitable welding methods to 01 Tek-Galvaniz Ürün Katalo¤u
gerilim birikmesini önleyin. prevent tension.
Al›n saclar› ve taban plakalar› malzemenin galvaniz A minimum 12mm diameter holes must be drilled 5- Genifl aç›k imalatlar ve tanklar geçici çapraz destek 5. Broad and open productions and tanks may
banyosundan ç›k›fl› s›ras›nda çinko ak›fl›n› sa¤lamak on forehead sheets and base plates to enable flow elemanlar›n›n kullan›m›n› gerektirebilir. neccesate the use of temporary diagonal supporting
için minimum 12 mm çap›nda delikler delinmelidir. of zinc when the material comes out of galvanize elements.
pool.
A¤›r profil
Heavy profile
Mümkün oldu¤unca Simetrik kesitlerin ‹nce sac
delik köflelere kullan›m› Thin sheet
yak›n delinmelidir. galvanizleme
s›ras›ndaki Kal›n ve ince malzemeyi
must be drilled çarp›lmay› azalt›r. birlikte kullanmay›n.
close-by Do not use thin and
Use of symmetric thick material together.
Hareket eden parçalar için boflluklar Empty spaces for moving parts cross-section reduces
collisionduring
Mentefleler, mil ve yataklar gibi birbirine geçen In locking parts like hinges, spindles and bearings galvanization process
parçalarda galvaniz kaplama kal›nl›¤› düflünülerek some spaces must be left in the manufacturing
gereken imalat boflluklar› öngörülmektedir. considering the galvanize coating thickness.
Mil çap› En az boflluk Spindle diameter Minimum space Galvanizlemeye uygun malzemeler Materials suitable for galvanization
10 mm’ye kadar 1 mm Upto 10mm 1mm Paslanmaz çelik ve gerilimsiz döküm cinsler dahil All kinds of iron and steel products, including
10-30mm aras› 2 mm 10-30mm 2mm bütün demir çelik ürünleri galvanizlemeye uygundur. stainless steel and casting without tension, are
30mm üzeri 2-2.5 mm Over 30mm 2-2.5mm Sert lehim kayna¤› yöntemiyle birlefltirilmifl suitable for galvanization. Also, materials attached
malzemelerde galvanizlenebilir. Fakat önceden by hard solder welding method can be galvanized.
Anma Çap› Boflluk (mm) Drill Diameter Space (mm) TEK-GALVAN‹Z’e dan›fl›lmal›d›r. Yumuflak lehimlenmifl However, TEK-GALVANIZ must be consulted before.
parça birleflimleri galvanizlenemez. Soft soldered connections cannot be galvanized.
M27 0.50 mm M27 0.50 mm Welding cinders have to cleaned out by hammering,
M30 0.55 mm M30 0.55 mm Kaynak curuflar› çekiçlenerek, tafllanarak, kumlanarak stoning, sandblasting or by flames.
M36 0.60 mm M36 0.60 mm ve alevle temizlenmelidir.
M36-48 0.80 mm M36-48 0.80 mm
M48-64 1.00 mm M48-64 1.00 mm
Boflluk
Space
Tolerans› artt›r
Increase the tolerance
Parça etiketleri Part labels Döküm ve di¤er demir çelik cinslerinden
oluflan pasl› veya tufal kapl›
Sürekli tan›mlama için malzeme üzerine oyulmufl, For continous identification, use a labeling ürünler galvanizleme öncesi kumlanmal›d›r.
delinmifl veya kaynaklanm›fl numaralama system that is either engraved, drilled or welded
sistemlerinden birini kullan›n. Geçici tan›mlama için on each material. For temporary identification, Rusty or tufa coated cast iron or other
de malzemeye tel ile ba¤lanm›fl metal etiket kullan›n. use metal labels attached to the materials with wires. iron and steel products have to be sand
Asla boya kullanmay›n Never use paint. blasted before galvanization.
Tek-Galvaniz Ürün Katalo¤u Çarp›lmay› önleme Preventing collision
Çarp›lma flu flekilde en aza indirilebilir. Collision can be minimized like this:
1. Use symmetric designs
1. Simetrik tasar›m kullan›n 2. Use homogenous cross sections as much as
possible
2. Olabildi¤ince homojen kesitler kullan›n 3. By giving accurate shapes to the components that Ask›lama Hanging method
will be connected and preventing tension during the
3. Birlefltirme elemanlar birleflterilmeden önce connection process (Before the connection process Zincir, kanca veya baflka bir aparat ile dald›r›lmaya In parts that are not suitable to dipping by hanging
with welding, materials must be prepared to avoid uygun olmayan parçalarda oldukça büyük ask› to a chain, hook or any other apparatus, there must
gereken flekle tam getirilerek birlefltirme s›ras›nda rubbing, pulling, and pushing) delikleri veya parçalar› bulunmal›d›r. Gerekti¤inde be very big hanger holes or parts. Consult Tek-Galvaniz
Tek-Galvaniz’e dan›fl›n›z. if needed.
gerilim y›¤›lmas› engellenebilir. (Kaynakl› birlefltirme
öncesinde, malzemelerin birbirine çektirilmeden e¤ilip
36 bükülüp zorlanmadan kaynaklanabilecek flekilde 37
önceden haz›rlanmas› sa¤lanmal›d›r.)